
Chapter 1 Steel rulers, internal and external calipers and feeler gauges
1. Steel ruler
The steel ruler is the simplest length measuring tool, and its length is available in four sizes: 150, 300, 500 and 1000 mm. The picture below is a commonly used 150 mm steel ruler.

The steel ruler is used to measure the length dimension of the part, and its measurement result is not very accurate. This is because the reticle spacing of the steel ruler is 1mm, and the width of the reticle itself is 0.1~0.2mm, so the reading error during measurement is relatively large, and only millimeters can be read, that is, its minimum reading value is 1mm. Values smaller than 1mm can only be estimated.

If you use a steel ruler to directly measure the diameter of the part (shaft diameter or aperture), the measurement accuracy will be worse. The reason is: In addition to the relatively large reading error of the steel ruler itself, it is also because the steel ruler cannot be placed at the correct position of the part diameter. Therefore, the measurement of the diameter of the part can also be carried out by using a steel ruler and internal and external calipers.
2. Internal and external calipers
The following picture shows two common internal and external calipers. Internal and external calipers are the simplest comparison measuring tool. The outer caliper is used to measure the outer diameter and flat surface, and the inner caliper is used to measure the inner diameter and groove. They can not directly read the measurement results, but take the measured length dimension (diameter also belongs to the length dimension), read on the steel ruler, or first remove the required size from the steel ruler, and then inspect the parts Whether the diameter meets.


1. Adjust the opening of the caliper Firstly, check the shape of the jaws. The shape of the jaws has a great influence on the accuracy of the measurement. It should be noted that the shape of the jaws should be trimmed frequently. The figure below shows the caliper.
Comparison of good and bad jaw shapes.

When adjusting the opening of the caliper, lightly tap the two sides of the caliper foot. First adjust the caliper to an opening similar to the size of the workpiece with both hands, then tap the outside of the caliper to reduce the opening of the caliper, and tap the inside of the caliper to increase the opening of the caliper. As shown in Figure 1 below. But you can’t tap the jaws directly, as shown in Figure 2 below. This will cause measurement errors due to damage to the measuring surface of the jaws of the caliper. It is also impossible to knock the calipers on the guide rails of the machine tool. As shown in Figure 3 below.



2. The use of outer calipers When the outer caliper is used to remove the size from the steel ruler, as shown in the figure below, the measuring surface of one clamp foot is against the end surface of the steel ruler, and the measuring surface of the other clamp foot is aligned with the required size marking line The line of the two measuring surfaces should be parallel to the steel ruler, and the line of sight of the person should be perpendicular to the steel ruler.
When measuring the outer diameter with the outer caliper with a good size on the steel ruler, the two measuring surfaces should be connected perpendicular to the axis of the part. When the weight of the outer caliper slides over the outer circle of the part, the feeling in our hand should be It is the point contact between the outer caliper and the outer circle of the part. At this time, the distance between the two measuring surfaces of the outer caliper is the outer diameter of the measured part. Therefore, measuring the outer diameter with the outer caliper is to compare the tightness of the contact between the outer caliper and the outer circle of the part. For example, when the caliper slides over the outer circle, there is no touch feeling in our hands, it means that the outer caliper is larger than the outer diameter of the part. If the weight of the outer caliper cannot slide over the outer circle of the part, it means that the outer caliper is smaller than the outer diameter of the part. Do not place the caliper on the workpiece obliquely for measurement, as this will cause errors. As shown below. Due to the elasticity of the caliper, it is wrong to press the outer caliper forcefully over the outer circle, and it is not possible to clamp the caliper horizontally, as shown in the figure below. For a large-size outer caliper, the measurement pressure of sliding across the outer circle of the part by its own weight is already too large. At this time, the caliper should be supported for measurement, as shown in the figure below.


3. Use of the inner caliper When measuring the inner diameter with the inner caliper, the connecting line of the measuring surfaces of the two clamp feet should be exactly perpendicular to the axis of the inner hole, that is, the two measuring surfaces of the clamp feet should be the two ends of the inner hole diameter. . Therefore, when measuring, the measuring surface of the lower clamp feet should be stopped on the hole wall as a fulcrum.

The upper clamp feet are slightly inward from the orifice, and they will swing outwards along the circumferential direction of the hole wall. When the distance that can swing along the circumferential direction of the hole wall is the smallest, it means that the two measuring surfaces of the inner caliper feet are already in place. The two ends of the inner diameter of the hole are up. Then move the caliper slowly from outside to inside to check the roundness tolerance of the hole.

Use the inner caliper with a good size on the steel ruler or the outer caliper to measure the inner diameter.

It is to compare the tightness of the inner caliper in the part hole. If the inner caliper swings freely in the hole, it means that the size of the caliper is smaller than the hole diameter; if the inner caliper cannot be put into the hole, or the inner caliper is too tight to swing freely after being put into the hole, it means that the size of the inner caliper is larger than the hole diameter. If the inner caliper is put into the hole, it can have a free swing distance of 1~2mm according to the above-mentioned measurement method. At this time, the aperture is exactly the same as the size of the inner caliper. Do not hold the calipers with your hands when measuring.

In this way, the hand feel is gone, it is difficult to compare the tightness of the inner caliper in the part hole, and the caliper is deformed to produce measurement errors.
4 The scope of application of the caliper The caliper is a simple measuring tool. Because of its simple structure, convenient manufacturing, low price, easy maintenance and use, it is widely used in the measurement and inspection of the size of parts with low requirements, especially for forging The caliper is the most suitable measuring tool for the measurement and inspection of the rough casting size. Although the caliper is a simple measuring tool, as long as
If we master it well, we can obtain high measurement accuracy. For example, compare two external calipers
The diameter of the root shaft means that the shaft diameter differs by only 0.01mm. Experienced masters
Can also tell. Another example is when the inner caliper and the outer diameter centimeter are used to measure the inner hole size, the experienced master is fully sure to use this method to measure the high-precision inner hole. This inner diameter measurement method, called “inner caliper centimeter”, uses an inner caliper to read the exact size on the outer diameter centimeter.

Then measure the inner diameter of the part; or adjust the tightness of the contact with the hole by the inner card in the hole, and then read the specific size on the outer diameter centimeter. This measurement method is not only a good way to measure the inner diameter when there is a lack of precision inner diameter measuring tools, but also for the inner diameter of a part, as shown in Figure 1-9, because there is a shaft in its hole, a precise method is used. If it is difficult to measure the inner diameter, the method of measuring the inner diameter with the inner caliper and the outer diameter centimeter can solve the problem.
Three, feeler gauge
Feeler gauge is also called thickness gauge or gap piece. Mainly used to inspect the special fastening surface and fastening surface of the machine tool, the piston and the cylinder, the piston ring groove and the piston ring, the crosshead sliding plate and the guide plate, the top of the intake and exhaust valve and the rocker arm, the gear meshing gap, etc. The size of the gap. The feeler gauge is composed of many layers of thin steel sheets of varying thickness.

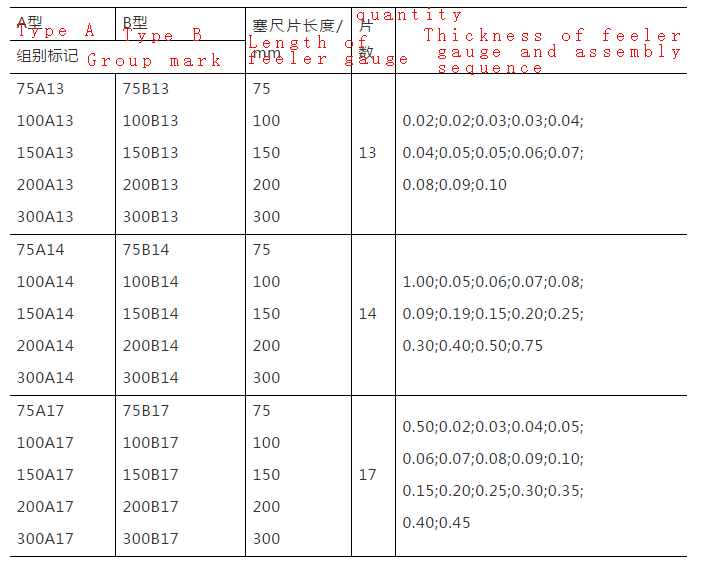
According to the group of feeler gauges, one set of feeler gauges is made, and each piece of each feeler gauge has two parallel measuring planes, and there are thickness marks for combined use. When measuring, according to the size of the joint surface gap, one or several pieces are stacked together and stuffed into the gap. For example, 0.03mm is used between .03mm and 0.04mm, so the feeler gauge is also a limit gauge. The specifications of the feeler gauge are shown in Table 1-1.

It is the positioning detection of the host and the shafting flange. The ruler is attached to the m feeler gauge on the plain line of the flange outer circle based on the shafting thrust shaft or the first intermediate shaft, and the feeler gauge is used to measure the straightedge. The clearances ZX and ZS of the flange outer circle of the crankshaft or the output shaft of the reducer of the diesel engine are measured in the upper, lower, left and right positions of the flange outer circle in turn. The following figure is to test the clearance of the fastening surface of the tailstock of the machine tool (<0.04m).

The following points must be paid attention to when using feeler gauge:
1. Choose the number of feeler gauge pieces according to the gap of the joint surface, but the fewer pieces the better;
2. Do not use too much force during measurement to avoid bending and breaking of the feeler gauge;
3. Cannot measure the workpiece with high temperature.
Post time: May-21-2021